

Heat exchange equipment has the advantages of high heat exchange efficiency, strong self-cleaning ability, good energy-saving effect, and small size.

The company has a laboratory of 200 square meters and has accumulated quite mature production experience.
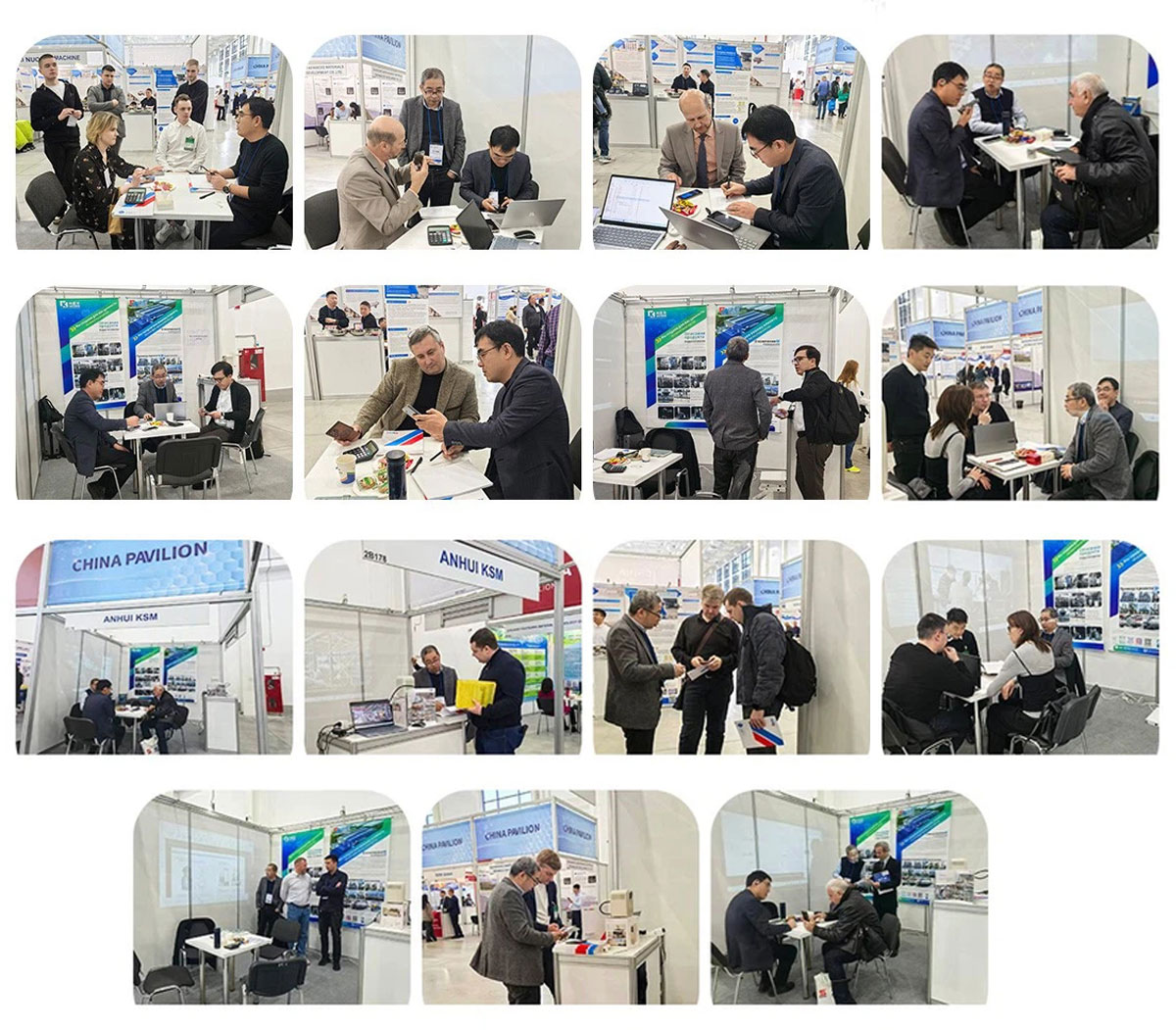
We are committed to providing customers with efficient, reliable and durable fine chemical equipment solutions.

Our office environment is clean and tidy to ensure employee efficiency and satisfaction.

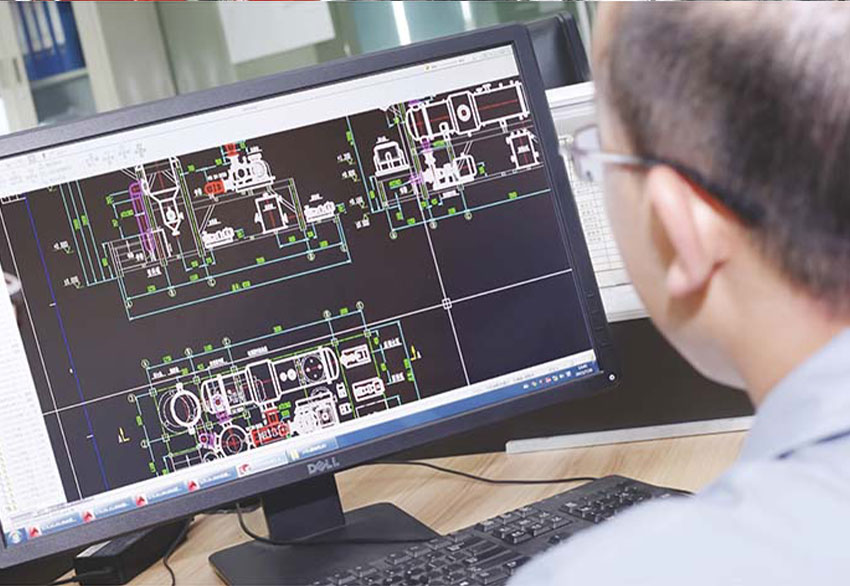
Our engineers have many years of industry experience and technological innovation capabilities.

Standardized manufacturing workshops produce efficient and reliable chemical equipment and pharmaceutical equipment through precision processing and strict quality control.
Patent
Patent
Patent
Patent
Tubular heat exchanger with long service life
A recyclable chemical heat exchanger
Exhaust gas treatment device for waste engine oil production
Climbing ladder for chemical towers with good safety and protection
Secondary extraction tower patent
Integrated heat recovery distillation tower certificate

